Pommes schmeckt besser mit Ketchup als mit Vanillesauce. Genauso funktioniert es bei den Stützmaterialien im FFF-Druck. Manche Model-Stütze-Kombinationen funktionieren einfach besser miteinander als die anderen.
Welches Stützmaterial für Ihr Projekt am besten passt, hängt vom verwendeten Druckmaterial ab. Die zwei Materialien müssen gut aneinander haften und gut aufeinander abgestimmt sein.
Es liegt in der Natur der Sache: Die Polymerchemie lässt bestimmte Materialkombinationen als Model-Stütze zu. Andere Kombinationen passen einfach nicht gut zusammen. Welche Materialien zusammen funktionieren hängt von deren Eigenschaften wie Temperaturunterschied und Oberflächenenergie ab.
Das lösliche Stützmaterial VXL steht Ihnen in vier verschiedenen Varianten zur Verfügung. Diese haben wir speziell für die Nutzung mit bestimmten Druckmaterialien entwickelt. Damit finden Sie für jedes Ihrer Projekte das richtige VXL.
Die Frage ist nur, welches VXL ist das Richtige für Ihr Modellmaterial?
Warum nicht einfach Break-Away Material verwenden?
Break Away Support Structures (kurz BASS) werden ebenfalls häufig als FFF-Stützstrukturen für 3D-Druckteile verwendet. Diese können nach dem Druck manuell entfernt werden, z. B. mit einer Zange (oder den Zähnen, wenn Sie einen guten Zahnarzt haben). Dies ist oft schnell und kostengünstig. Aber es gibt ein paar Tücken.
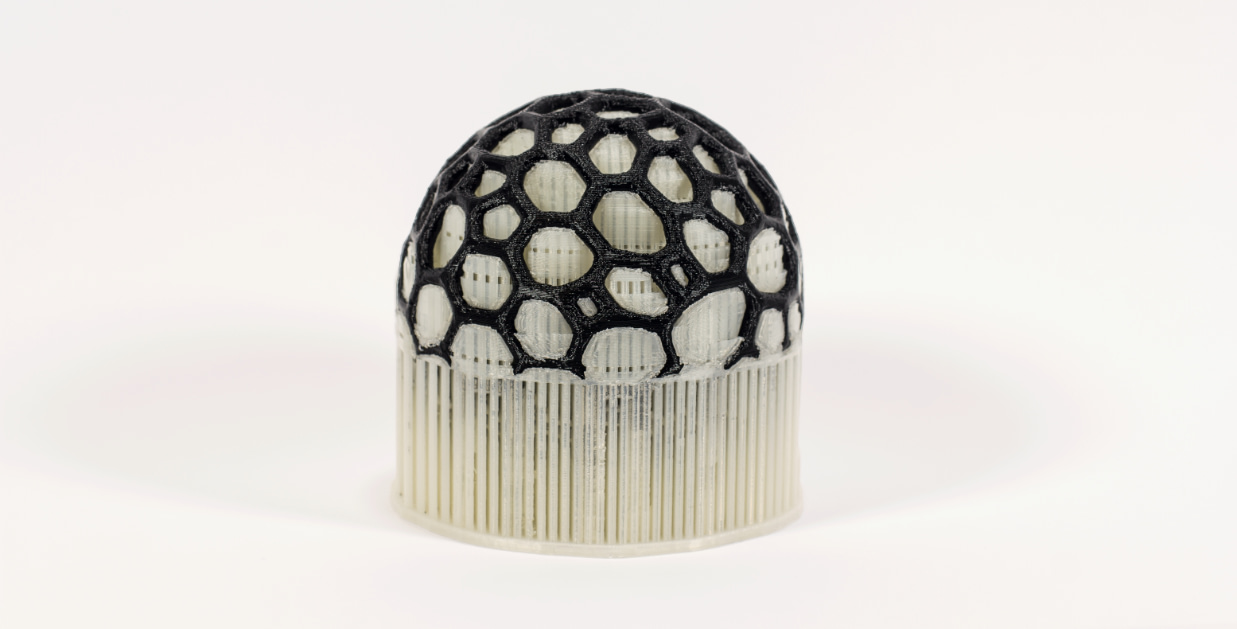
Stellen Sie sich ein 3D-gedrucktes Teil mit mehreren ausgehöhlten Bereichen vor, die von innen gestützt werden müssen. Ihr 3D-Drucker kann diese ausgehöhlten Bereiche gut mit Ihrem Stützmaterial ausfüllen – aber nach dem Druck können Sie diese Bereiche kaum mit Ihrer Zange (oder Ihren Zähnen) erreichen. Bei löslichen Trägermaterialien ist dies kein Problem. Stattdessen durchdringt das flüssige Lösungsmittel die gesamte Struktur, so dass keine manuellen Werkzeuge erforderlich sind.
Der zweite Grund hängt mit der Oberflächenqualität der 3D-gedruckten Teile zusammen. Egal, wie viel Mühe Sie sich geben, um abbrechbare Stützstrukturen zu entfernen, es wird fast immer kleine Unvollkommenheiten geben. Außerdem kann es passieren, dass Sie beim Entfernen der Stützstrukturen versehentlich auch einen Teil Ihres komplizierten Modells abreißen. Das ist mir schon oft passiert.
Es ist klar, dass lösliche Stützmaterialien (SSM) flexibler in der Anwendung sind als abbrechbare Materialien. VXL ist ein lösliches Trägermaterial. Sie können es leicht in einer nicht ätzenden alkalischen Lösung von VXL-EX auflösen. Diese ist so ähnlich wie Ihr Waschmittel.
Weitere Einzelheiten finden Sie in diesem Artikel, in dem ich abbrechbare Stützmaterialien mit 5 anderen Methoden zur Herstellung von Stützstrukturen im FFF-3D-Druck vergleiche. Wenn Sie VXL verwenden, empfehlen wir Ihnen, auf die folgenden Parameter zu achten.
3 Parameter, die eine perfekte Übereinstimmung zwischen VXL und Ihrem Modell definieren
- Drucktemperatur Ihres Modellmaterials
Die Drucktemperatur Ihres Modellmaterials sollte nicht zu weit von der Drucktemperatur Ihres Stützmaterials entfernt sein.
Wir haben versucht, PEEK mit PVA als Trägermaterial zu drucken. Aber die Drucktemperaturen beider Materialien liegen so weit auseinander, dass sich extrudiertes PEEK buchstäblich durch die PVA-Stützen hindurchbrannte. Daher ist diese Kombination natürlich nicht zu empfehlen. Stattdessen empfehlen wir für PEEK die Verwendung von VXL 130 als Trägermaterial, das einen höheren Schmelzpunkt hat und daher für Hochtemperaturmaterialien geeignet ist.
- Bauraumtemperatur Ihres 3D-Druckers
Wenn der Bauraum Ihres 3D-Druckers zu warm ist, kann sich Ihr Modell während des Druckvorgangs unter seinem eigenen Gewicht verformen. Denken Sie an eine Sonnenbrille aus Plastik, die sich in der Sonne verformt, wenn Sie sie in Ihrem Auto in der prallen Sonne liegen lassen.
Um sicherzustellen, dass Ihnen das mit VXL nicht passiert, haben wir vier verschiedene Versionen entwickelt. Jede Version hat unterschiedliche chemische Eigenschaften, so dass Sie immer ein passendes VXL finden werden, das genau auf die Bedürfnisse Ihres 3D-Druckprojekts abgestimmt ist!
Übrigens: Die Wärmeformbeständigkeit (HDT) ist die Temperatur, bei der sich ein Polymer verformt oder verzieht, wenn es mit einem Gewicht belastet wird. Die Temperaturbeständigkeit (HDL) Ihres Materials können Sie dem Datenblatt Ihres Modellfilaments entnehmen.
- Auflösungstemperatur Ihrer Stützentfernungsstation
Der zweite wichtige Wert ist die Auflösetemperatur. Dies ist die Temperatur, bei der sich ein Material in der Flüssigkeit auflöst. Je höher die Auflösungstemperatur ist, desto schneller löst sich das Trägermaterial auf (denken Sie an Zucker im Tee).
Die Lösetemperatur darf jedoch nicht zu hoch sein. Sonst verformt sich Ihr Modell unter der starken Hitze des Lösungsmittels. Deshalb empfehlen wir Ihnen, die Temperaturbeständigkeit des Modellmaterials zu prüfen, bevor Sie Ihre Stützentfernungsstation erhitzen.
Die Temperaturbeständigkeit (HDL) Ihres Materials können Sie dem Datenblatt Ihres Modellfilaments entnehmen.
Das lösliche Stützmaterial VXL gibt es in vier Ausführungen: VXL 70, VXL 90, VXL 111 und VXL 130. Alle diese Filamente haben eine geringe Wasseraufnahme und ein hohes Maß an Stabilität bei Wärmeeinwirkung. Die Kombination dieser Eigenschaften führt zu hervorragenden Druckergebnissen.
Zusammenfassung der VXL SSM-Typen und empfohlenen Materialien
| VXL Variante | Passendes Druckmaterial |
| VXL 70 | PETG, TPU |
| VXL 90 | PETG, TPU, ABS, ASA |
| VXL 111 | PETG, TPU, ABS, ASA, PA, PC, PEEK |
| VXL 130 | PA, PC, PEEK |
Erfahren Sie mehr über die Materialkompatibilität von VXL auf unserer Produktseite oder in unserem Help Center.
Heiße Kombination: Achten Sie auf die Temperaturen
Wenn Sie das richtige Stützmaterial auswählen, müssen Sie insbesondere beachten, welche Temperatureigenschaften das Stützmaterial hat. Besonders wichtig sind die folgenden Werte.
Die Wämeformbeständigkeitstemperatur (oder kurz HDT für Heat Deflection Temperature) beschreibt, bei welcher Temperatur ein Polymer unter einer definierten Belastung nachgibt. Denken Sie an die günstige Sonnenbrille, die sich in Ihrem Urlaub am Strand in der Sonne verformt. Da ist der Kunststoff einfach zu warm geworden und hat unter seinem eigenen Gewicht nachgegeben.
Dasselbe kann Ihnen im Drucker passieren. Ist der Druckraum zu warm für ein bestimmtes Material, dann verformt es sich während dem Druck unter dem eigenen Gewicht.
Damit Ihnen das mit VXL nicht passiert, haben wir für Sie die vier verschiedenen Varianten entwickelt. Sie werden immer ein passendes VXL für Ihr Druckprojekt finden!
Der zweite wichtige Wert ist die Lösetemperatur. Sie beschreibt, bei welcher Temperatur sich ein Material in einer Löseflüssigkeit auflöst. Das Prinzip ist ganz einfach: je höher die Lösetemperatur, desto schneller löst sich das Stützmaterial (wie bei Zucker im Wasser). Allerdings darf die Lösetemperatur nicht zu hoch sein. Sonst wird Ihr Model durch die zu starke Hitze im Lösebad verformt. Dafür empfehlen wir die Temperaturbeständigkeit Ihres Modellmaterials vor dem Löseprozess zu kontrollieren.
Damit es bei der Wahl des Stützmaterials keine Verwechslungen gibt, haben wir die verschiedenen Varianten von VXL nach ihrer Glasübergangstemperatur benannt: 70, 90, 111 und 130.
Für niedrige Temperaturen: VXL® 70

VXL 70 eignet sich hervorragend, wenn Sie mit niedrigen Temperaturen des Druckbetts und der Druckkammer arbeiten. Es funktioniert zum Beispiel auch in offenen Druckern und ist dadurch für viele Präsentationsmodelle aus einfacheren Materialien wie PETG eine passende Wahl.
Zum Auflösen von VXL 70 benötigen Sie eine lauwarme Badtemperatur von 40 °C. Die niedrige Lösetemperatur hilft Ihnen, Energie zu sparen. Um den Prozess zu beschleunigen, empfehlen wir die Verwendung einer Pumpe oder eines Flügelrads, die das Lösungsmittel in Ihrem Bad bewegen. Sehen Sie sich diesen Artikel an, in dem ich verschiedene effektive Methoden zum Lösen von löslichen Trägern vergleiche.
Wir haben VXL 70 als Stützmaterial für PETG- und TPU-Filamente entwickelt. Wenn Sie also diese Modellfilamente in Ihrem 3D-Druckprojekt verwenden, ist VXL 70 fast immer eine geeignete Wahl. Wir haben auch mit anderen Modellmaterialien Erfolg gehabt, aber Sie müssen Ihre Bauraumtemperatur reduzieren.
Für fast alles geeignet: VXL® 90

VXL 90 ist unser Allrounder unter den VXL-Trägermaterialien. Es eignet sich sowohl für die Verarbeitung von PETG und TPU als auch für technische Polymere wie ABS und ASA. Wenn Sie also im mittleren Temperaturbereich (unter 80 °C Bauraumtemperatur) 3D-drucken, können Sie sicher sein, dass VXL 90 gut auf Ihren Modellmaterialien und der Druckoberfläche (z.B. BuildTak oder behandelte Glasoberfläche) haftet.
Sie können VXL 90 ab 55 °C schnell und vollständig in Ihrem Lösungsmittelbad auflösen. Weitere Informationen über das Auflösen von löslichen Trägern finden Sie in diesem Artikel.
Für ein einfaches und schnelles Auflösen von VXL können Sie unsere Support-Entfernungsstation Vortex EZ ausprobieren.
Hohe Qualität für härtere Materialien: VXL® 111

Wenn Sie mit etwas anspruchsvolleren Druckmaterialien wie Polyamid (PA/Nylon) oder Polystyrol (PS) arbeiten, sind die guten Haftungseigenschaften des Trägermaterials besonders wichtig. Denn diese Materialien neigen eher dazu, sich zu verziehen. Die Stützstrukturen tragen dazu bei, diesen Prozess zu vermeiden, indem sie das Modell auf der Druckoberfläche festhalten. VXL 111 ist optimal für diese Art von Modellmaterialien und funktioniert gut bei Druckkammertemperaturen von bis zu 100 °C.
Andererseits benötigt VXL 111 eine höhere Lösetemperatur, die bei 65 °C beginnt. Dies ist jedoch für die meisten Modellmaterialien dieser Klasse kein Problem, da sie bereits auf diesem Niveau temperaturbeständig sind.
Möchten Sie mehr darüber erfahren, wie Sie Ihre löslichen Träger auflösen können? Werfen Sie einen Blick auf diesen Artikel, in dem ich 6 Auflösungsmethoden vergleiche.
Bei extremen Temperaturen: VXL® 130

Nun kommen wir zu den anspruchsvollsten Anforderungen im FFF-Druck. Hier kann kaum ein anderes Stützmaterial als VXL mithalten.
Mit einer Glasübergangstemperatur von 130 °C kann VXL® 130 auch bei sehr heißen 3D-Druckkammern bis 120 °C verwendet werden. Es eignet sich deshalb besonders gut für die Arbeit mit den anspruchsvollsten Materialien wie PEEK und PSU.
Auch hier gilt die Regel: je höher die Druckraumtemperatur, desto höher die empfohlene Lösetemperatur. Bei VXL 130 liegt diese bei mindestens 80 °C. Allerdings ist das für Materialien wie PEEK kein Problem, weil diese sehr hohe Temperaturen aushalten. Wir lösen VXL 130 sogar bei 85 °C, um den Löseprozess noch weiter zu verkürzen.
Wenn Sie sich für verschiedene Methoden zur effektiven Auflösung von löslichen Trägern interessieren, werfen Sie einen Blick auf meinen Artikel zu diesem Thema.
Was nun? Hier sind unsere Empfehlungen
Die Auswahl an Trägermaterialien ist nicht auf die einfache Wahl zwischen löslichen und abbrechbaren Strukturen beschränkt. Auch bei den löslichen Trägermaterialien von VXL steht Ihnen je nach Modellmaterial eine breite Palette von Materialien zur Auswahl.
Wenn Sie immer noch das Gefühl haben, dass die Auswahl zu groß ist, wenden Sie sich an unser Team oder schauen Sie sich unser Help Center oder die VXL-Produktseite an.